













BLOG
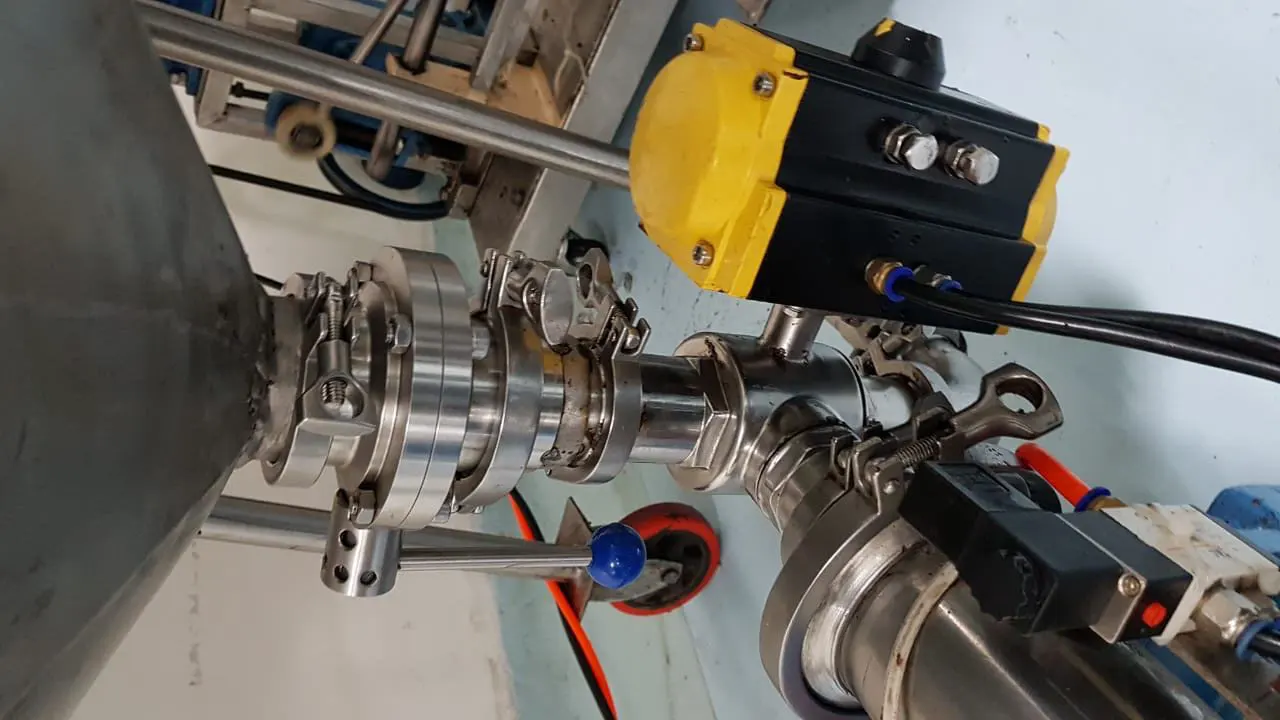
The multi-turn motorized ball valve is a cutting-edge, intelligent multi-turn electric valve designed for optimal performance and ease of use. This valve boasts a range of advanced features that set it apart from traditional valves, making it an ideal choice for demanding applications.
Key Features:
- LCD Display: The actuator features a built-in LCD display that provides real-time feedback on the valve’s status, including position, operating parameters, and any diagnostic information. This intuitive display allows for easy monitoring and troubleshooting.
- Self-Diagnostic Fault Alarm: The valve incorporates a sophisticated self-diagnostic system that continuously monitors its operation. In the event of a malfunction, the system triggers an alarm, alerting the user to potential issues and facilitating prompt resolution.
- Commissioning Without Actuator Removal: The valve’s design eliminates the need to remove the actuator during commissioning. This simplifies the installation process and reduces downtime, allowing for quick and efficient setup.
- Motor-Driven Precision: Unlike traditional valves that rely on travel switches for positioning, the multi-turn motorized ball valve utilizes a direct motor drive. This eliminates the limitations of travel switches, resulting in enhanced accuracy and repeatability.
- Versatile Control Options: The valve offers a wide range of control options, including infrared remote control, manual control, and analog signal control. This flexibility allows for seamless integration into various control systems and environments.
Benefits:
- Enhanced Control and Accuracy: The direct motor drive and intelligent control system ensure precise valve positioning and consistent performance.
- Improved Reliability and Safety: The self-diagnostic system proactively identifies potential issues, minimizing downtime and ensuring safe operation.
- Simplified Installation and Maintenance: The user-friendly design and commissioning process streamline installation and maintenance, reducing labor costs and downtime.
- Increased Efficiency and Productivity: The valve’s advanced features optimize performance and minimize operational disruptions, contributing to improved efficiency and productivity.
Applications:
The multi-turn motorized ball valve is suitable for a wide range of applications, including:
- HVAC systems: Precise control of airflow and temperature in buildings.
- Water treatment: Accurate control of water flow and chemical dosing.
- Industrial processes: Reliable and accurate control of fluids in various industrial processes.
- Power generation: Precise control of steam and water flow in power plants.
The multi-turn motorized ball valve is a reliable and intelligent solution for demanding applications requiring precise control and enhanced reliability. Its advanced features and user-friendly design make it a valuable asset for any facility seeking to optimize performance and minimize downtime.
Tags: Motorized valve
--- END ---
