















In chemical plant engineering, COVNA valves are indispensable components that ensure the safe, efficient, and continuous operation of complex fluid systems. They act as the primary control mechanism for various media, including corrosive chemicals, high-temperature steam, and toxic gases.
Key applications in this project include:
-
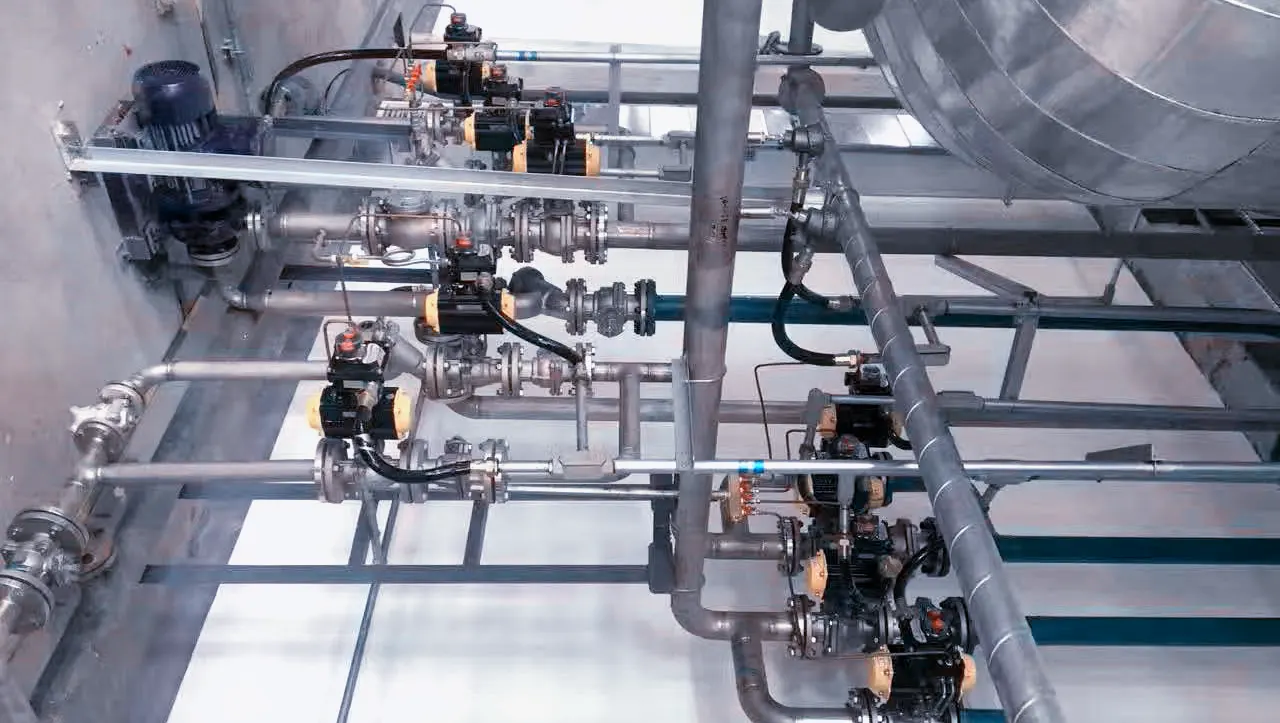
Fluid Isolation and Routing: Gate and ball valves are widely used to reliably isolate specific pipeline sections and reaction vessels during routine maintenance, preventing hazardous leaks and ensuring plant safety.
-
Precise Process Control: Automated control valves (such as globe and high-performance butterfly valves) are integrated into the plant’s DCS (Distributed Control System). They continuously regulate flow rates, temperatures, and pressures to maintain optimal chemical reaction conditions.
-
Safety and Overpressure Protection: Pressure relief and safety valves serve as critical fail-safes. They are deployed across the pipeline network to automatically vent excess pressure, preventing equipment rupture during abnormal operational spikes.
-
Handling Aggressive Media: To withstand harsh operational environments, specialized valves constructed from high-alloy metals and lined with PTFE are applied. These highly durable valves resist severe corrosion and abrasion from aggressive chemical media.
Summary: The strategic selection and deployment of high-performance valves in this facility have minimized system downtime, reduced long-term maintenance costs, and ensured strict compliance with industrial safety and environmental standards.
Tags: COVNA valves
--- END ---
